



Pentair X-Flow launched Megablock validation at Singapore wastewater plant
Pentair X-Flow’s latest innovation in wastewater treatment was launched this month in Singapore when the Airlift™ Membrane BioReactor (MBR) Megablock validation plant at the Changi Water Reclamation Plant (CWRP) was commissioned. The system at CWRP is the first Megablock installation in Asia.
Modular MBR treatment
Pentair X-Flow developed the Megablock, a modular concept for municipal wastewater treatment, based on its proven Airlift™ MBR technology. The validation plant at CWRP runs on the principle of direct sludge filtration (DSF) followed by MBR treatment. To study the results of both treatment models, Pentair X-Flow will intensify its innovation and development program in Asia Pacific for a period of two years and research the plant performance at a capacity of 240 m3/day with a possible future expansion up to 1000 m3/day.
Zero discharge
Activated sludge is pumped from the bioreactor of the Changi WRP to the Pentair X-Flow membrane modules through a specially developed compact supply unit. The activated sludge is fed into the membranes with air, using an optimized aerator. In the membranes, the clean water is separated from the activated sludge, which is fed back to the bioreactor. This enables the system to achieve zero discharge, thus reducing the pipe dimensions, which contributes to a reduction of the total investment costs.
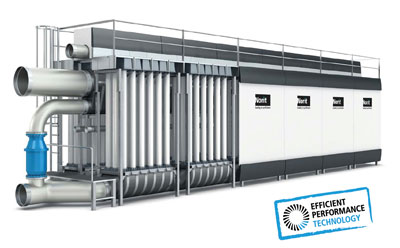
Suiting existing connections
The compact and modular Megablock can be swiftly and easily put into operation to suit existing connections, is able to withstand large tolerances and offers fully automatic control on the process operation with low maintenance. The Megablock can be constructed quickly and easily on site, with each section consisting of 36 ultrafiltration (UF) membrane modules. The system can be expanded to a maximum of six sections for a total of 216 modules per Megablock when extra capacity is required.
Unmatched Total Costs of Operation
The Megablock uses 25 to 50 percent less energy than any submerged system. This is due to its unique ability to follow daily waste water flow fluctuations and switch off units that are not needed. Submerged systems cannot do this because the sludge will settle to the bottom of the tank if the aeration is switched off. In addition, due to the limited use of chemicals and as there is no fiber movement, the membranes’ expected lifetime is twice as long as the constantly moving fibers in a submerged system.
###
ABOUT PENTAIR X-FLOW
Formerly a division of privately held Norit Holding BV, Pentair X-Flow (www.xflow.com) was recently acquired by Pentair Inc. and is now part of Pentair’s Filtration Solutions global business unit. Pentair X-Flow develops and supplies membrane technology for global municipal and industrial markets. Its world class technology includes membranes, modules and systems for filtration and purification processes for industries ranging from desalination to food & beverage. This technology, together with extensive application know-how for projects of all sizes, enables Pentair X-Flow to provide industry-leading water purification solutions to its customers.
ABOUT PENTAIR, INC.
Pentair (www.pentair.com) is a global diversified industrial company headquartered in Minneapolis, Minnesota. Its Water Group is a global leader in providing innovative products and systems used worldwide in the movement, treatment, storage and enjoyment of water. Pentair’s Technical Products Group is a leader in the global enclosures and thermal management markets, designing and manufacturing thermal management products and standard, modified, and custom enclosures that protect sensitive electronics and the people that use them. With 2010 revenues of $3.0 billion, Pentair employs over 14,000 people worldwide.
More information:
Pentair X-Flow, Janna Dirks
+31 53 42 87 196
janna.dirks@pentair.com
This press release was originally published on the web site of Pentair X-Flow.